

















Educational Background Of Logistics Training And Management

How Important Is Project Management Software Training?
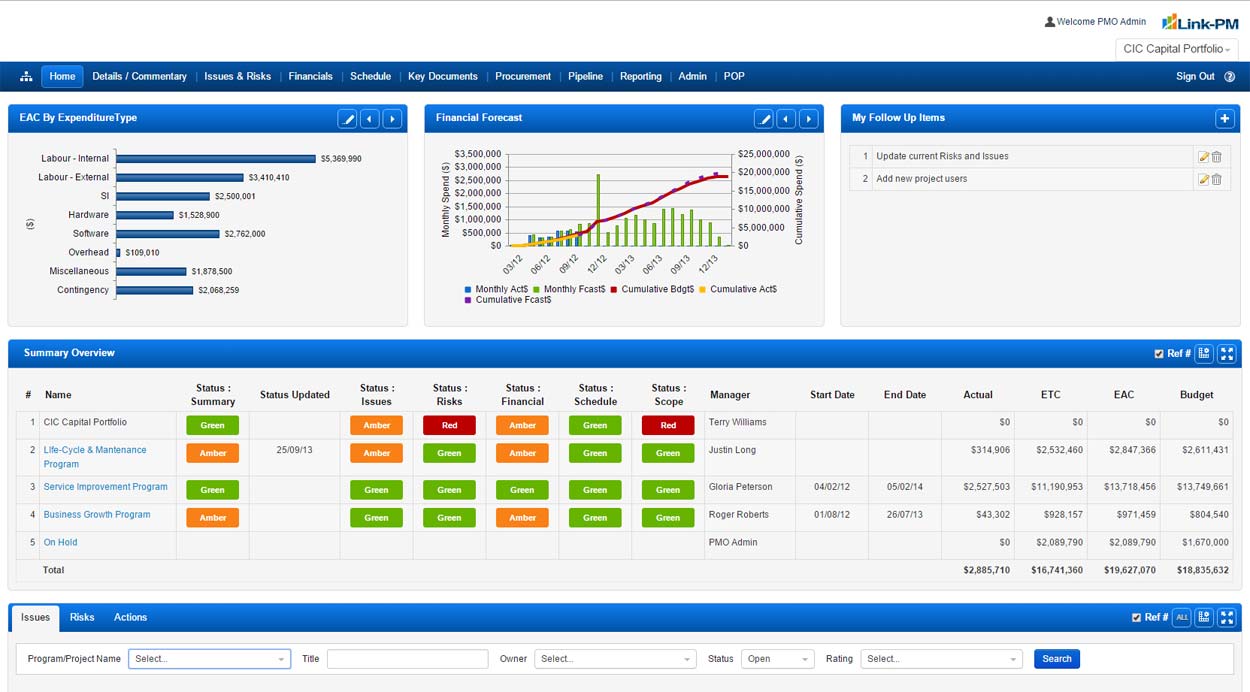
Project Management Software – The Potential Risks

The Very Best Property Management Is Free Of Charge

Performance Management Must Start With The Manager

Signs It’s Time to Find a New Packaging Supplier
Considering the true cost of packaging and its effect on your brand and bottom line will you determine whether or not your packaging suppliers are a great fit. While you can carry out formal packaging audits, there are signs that may make you decide it is time to source corrugated packaging from another supplier. These […]










